Current location:silicone seal door strip >>Text
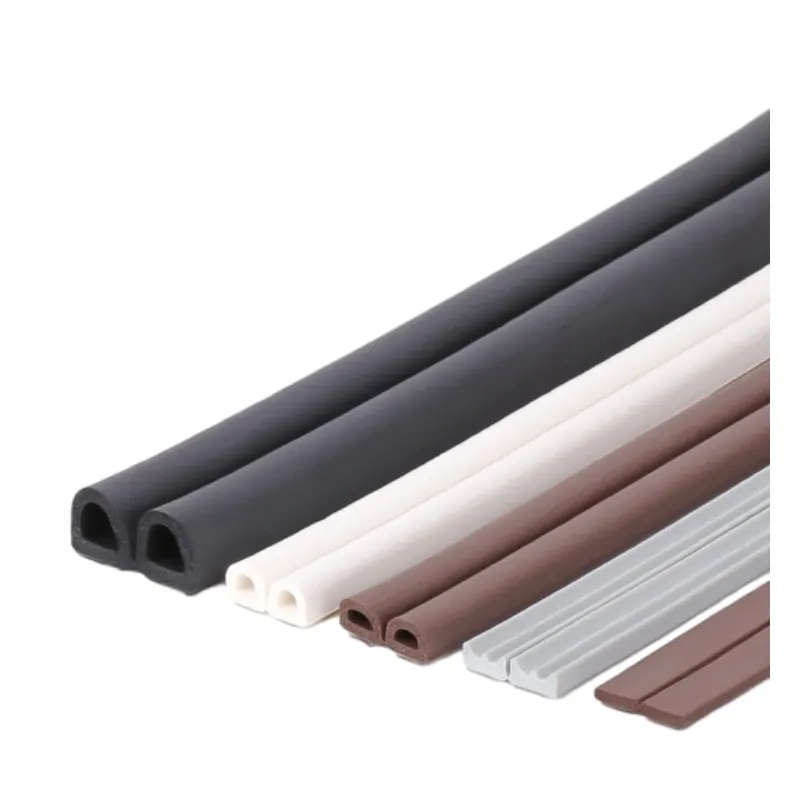
silicone seal door strip
Hebei Qiuzhuo door bottom noise seal61People have read
Introduction...
Latest articles
silicone seal door stripInstallation Tips
...
Read More
silicone seal door stripWhen it comes to bathroom safety, one often overlooked accessory is the bath mat. Specifically, a large anti-slip bath mat can make a significant difference in preventing accidents and enhancing comfort in your bathing experience. With many people focusing on aesthetics and luxury in their bathrooms, it’s easy to forget how crucial safety features are in a place that can become slippery and dangerous when wet.
...
Read More
silicone seal door strip3. Dust and Allergen Control Sealing the bottom of doors can prevent dust, allergens, and other particles from entering or leaving a room. This can be especially important for individuals with allergies or respiratory issues, as it helps maintain a cleaner and healthier indoor environment.
...
Read More
Popular articles
- When choosing an antibacterial non-slip shower mat, consider the size and shape of your shower floor. Look for a mat that fits securely in your shower space and provides ample coverage for safety. You can also choose from a variety of colors and designs to complement your bathroom decor.
Why Choose Rubber Weatherstripping?
In addition to practicality, non-slip bath mats come in various styles and colors, allowing you to choose one that complements your bathroom decor. While safety is paramount, aesthetics should not be overlooked. Today’s non-slip mats come in elegant designs that add to the overall ambiance of the bathroom while providing essential safety features.
Benefits of Installing a Bead Type Garage Door Seal
Energy Efficiency
1. Aesthetic Appeal One of the primary reasons for using edge banding is to improve the overall look of kitchen cabinets. Exposed edges can often appear rough or unfinished, detracting from the quality of the cabinetry. Applying edge banding provides a seamless, cohesive appearance that enhances the visual appeal of your kitchen.
Latest articles
-
Säänvaihtelut ja ilmastointitarpeet ovat yhä tärkeämpiä aiheita jokapäiväisessä elämässämme. Erityisesti ovien tiivistysratkaisut ovat oleellinen osa kodin energiatehokkuutta ja mukavuutta. Säädettävä ovisulkija kumitiivisteellä on erinomainen vaihtoehto, joka yhdistää käytännöllisyyden ja tehokkuuden.
-
In conclusion, while the fire door bottom brush strip may not be as visible or glamorous as other safety features, its role in fire safety should not be underestimated. As the first line of defense against the spread of fire, it stands as a testament to the idea that sometimes the most effective solutions are those that quietly guard our safety, waiting to spring into action when needed most.
-
Proper installation is key to maximizing the lifespan and performance of garage door weatherstrips

-
Another significant advantage of rubber floor strips is their ease of installation. They can be easily cut to size and adhered to the floor without the need for professional help. Many homeowners appreciate this feature, as it saves both time and money. Furthermore, maintenance is a breeze. Rubber strips can be easily cleaned with a broom or mop, and if they become damaged, individual strips can be replaced without having to redo the entire floor.
-
5. Cost-Effective Solution Investing in a safety shower mat is a relatively low-cost solution compared to the potential medical costs associated with fall-related injuries.
-
Secondly, these rugs provide a barrier against the cold tile floors, making your bathroom experience more comfortable. Stepping out of a warm shower onto a cold surface can be jarring, and a soft rug can alleviate this discomfort. Additionally, bathroom runner rugs help absorb excess moisture, protecting the floor underneath from water damage and mold growth, which are common concerns in a humid environment.
Links
The centrifugal slurry pump design plays a significant role in the effective transportation of slurry in mining operations. The design ensures that the pump can handle high-density materials without compromising performance. This is particularly important in mining, where the slurry often contains heavy and abrasive particles that can wear down pump components. The robust construction and optimized design of horizontal slurry pumps allow them to move large volumes of slurry over long distances, ensuring that materials are efficiently transported from extraction sites to processing facilities. By selecting the appropriate centrifugal pump for slurry, mining operations can maintain consistent material flow, reduce downtime, and enhance overall productivity.
a. Material Compatibility:
5. Evaluate Additional Features
In Line Vertical Pumps: Space-Saving Solutions
Tailings management is a critical aspect of mining operations, requiring reliable equipment to handle the byproducts of extraction processes. OEM horizontal slurry pumps are designed to manage the unique challenges associated with tailings, such as the need for pumps that can withstand the abrasive nature of the slurry and the constant demand for high efficiency. These pumps are essential in transporting tailings to designated storage areas, where they can be safely contained and processed. The use of horizontal slurry pumps in tailings management helps minimize environmental impact, as these pumps are capable of handling large volumes of material with minimal leakage or spillage. Additionally, AH slurry pump parts ensure that the pumps maintain their performance over time, even under the harsh conditions often found in tailings processing.
By following these steps, you can quickly and effectively select a slurry pump model that meets your specific requirements. Utilizing manufacturer resources such as selection charts and software, understanding your application’s detailed needs, and consulting with experts are key components in making a well-informed and timely decision. Contact us today to learn more about our slurry pump models and how we can assist you in the selection process.
- Ensure the pump has adequate NPSH available to avoid cavitation.
The performance of horizontal slurry pumps in mining and quarrying is heavily influenced by the quality of their components. AH slurry pump parts are specifically designed to withstand the wear and tear associated with abrasive slurries. Regular maintenance and timely replacement of these parts are essential for ensuring that the pumps continue to operate at peak efficiency. By investing in high-quality AH slurry pump parts, operators can extend the lifespan of their equipment, reduce the frequency of repairs, and minimize downtime. This proactive approach to maintenance not only enhances productivity but also contributes to a safer and more reliable working environment in mining and quarry operations.
4. Check Pump Performance Curves
Evaluating the performance and efficiency of horizontal centrifugal slurry pumps involves a comprehensive approach to testing key metrics such as flow rate, head, and efficiency. These tests are essential for ensuring that the centrifugal slurry pump operates according to expected standards and can handle the demands of slurry transport using centrifugal pumps. Regular monitoring and maintenance of AH Slurry Pump parts further contribute to sustaining the pump’s performance, reducing operational costs, and extending the pump’s service life. By focusing on these critical areas, manufacturers and operators can optimize the performance and reliability of horizontal centrifugal slurry pumps, ensuring their continued success in industrial applications.
One of the primary advantages of purchasing wholesale slurry pumps is cost efficiency. When companies buy in bulk, they can take advantage of reduced prices, resulting in significant savings. This is especially beneficial for large-scale projects where multiple pumps are required. In addition, wholesale suppliers typically offer a wide range of models and specifications, allowing businesses to choose the most appropriate pump according to their unique needs. This capability ensures that operations can run smoothly and efficiently without significant downtime caused by equipment failure.
SPR slurry pumps are specifically designed for handling slurry in applications where high liquid levels are a concern. These pumps are engineered to operate efficiently in environments where the pump must remain submerged for extended periods. The vertical design of SPR slurry pumps allows them to function effectively in deep pits and sumps, where other pump types might struggle. By optimizing the design to handle high liquid levels, SPR slurry pumps provide reliable performance in challenging conditions, ensuring that slurry is effectively managed and transported, even in the most demanding deep pit applications.
2. Pump Casing
Another critical factor in impeller design is the material used for construction. Sewage pump impellers can be made from various materials, including cast iron, stainless steel, or thermoplastics. The choice of material depends on the chemical composition of the waste being pumped. For example, stainless steel impellers offer excellent corrosion resistance, making them suitable for applications involving harsh chemicals.
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
5. Evaluate Additional Features
In deep pit and high liquid level applications, pumps must withstand significant pressures and abrasive conditions. High pressure vertical pumps are specifically designed to handle these challenges. Their robust construction and ability to operate under high pressures make them ideal for transporting slurry from deep pits or sumps. These pumps are engineered to resist wear and tear, ensuring a longer service life even in harsh conditions. By focusing on the durability and pressure-handling capabilities of high pressure vertical pumps, engineers can optimize their design for deep pit applications, ensuring consistent performance and reducing the need for frequent maintenance.
The Importance of Wholesale Slurry Pumps in Industrial Applications
SPR slurry pumps are specifically designed for handling slurry in applications where high liquid levels are a concern. These pumps are engineered to operate efficiently in environments where the pump must remain submerged for extended periods. The vertical design of SPR slurry pumps allows them to function effectively in deep pits and sumps, where other pump types might struggle. By optimizing the design to handle high liquid levels, SPR slurry pumps provide reliable performance in challenging conditions, ensuring that slurry is effectively managed and transported, even in the most demanding deep pit applications.
Understanding and maintaining the wear parts of slurry pumps is crucial for their longevity and efficient operation. Regular inspection, proper material selection, and timely replacement of wear parts can help minimize downtime and reduce maintenance costs. By using high-quality materials and adhering to best maintenance practices, slurry pumps can effectively handle the challenging conditions of abrasive and corrosive slurries.
Efficiency testing is essential to determine how effectively the AH Slurry Pump converts energy into useful work. Efficiency is generally expressed as a percentage and is calculated by comparing the pump’s output (the amount of slurry it moves) to the input energy required to operate it. For AH Slurry Pump parts, high efficiency is critical to minimizing energy consumption and operational costs. Efficiency testing involves measuring the pump’s power consumption, flow rate, and head under various operating conditions. By ensuring high efficiency, manufacturers and operators can optimize the performance of the centrifugal slurry pump and reduce the environmental impact of slurry transport operations.
One of the primary advantages of purchasing wholesale slurry pumps is cost efficiency. When companies buy in bulk, they can take advantage of reduced prices, resulting in significant savings. This is especially beneficial for large-scale projects where multiple pumps are required. In addition, wholesale suppliers typically offer a wide range of models and specifications, allowing businesses to choose the most appropriate pump according to their unique needs. This capability ensures that operations can run smoothly and efficiently without significant downtime caused by equipment failure.
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
- Input your slurry properties and operating conditions into the software to get recommended pump models.
- Volute Liners: Protect the pump casing in the volute section.
5. Evaluate Additional Features
Simplified Installation with Vertical Inline Centrifugal Pumps
1. Understand Your Application Requirements
Materials: Liners are often made from high-chrome alloys, rubber, or other wear-resistant materials.
Vertical inline centrifugal pumps offer a streamlined installation process, which is crucial for deep pit applications. The inline design allows these pumps to be integrated directly into existing piping systems, reducing the need for extensive modifications. This not only saves time but also minimizes disruption to ongoing operations. Additionally, the vertical orientation of these pumps makes them easier to align and secure in tight spaces, ensuring stable operation. For deep pit applications, where access can be challenging, the ease of installation provided by vertical inline centrifugal pumps is a significant benefit. Optimizing the installation process further enhances the pump’s performance and longevity in demanding environments.
Impellers are the rotating parts of sewage pumps that convert rotational energy from the motor into kinetic energy within the fluid. This transformation occurs through the design of the impeller blades, which are shaped to create a flow of water, pushing it outwards through the volute or the casing. The design of the impeller directly affects the pump's efficiency, capacity, and performance.
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
Wet parts in a pump, including the impeller, casing, and liners, are continuously exposed to the fluid being pumped, making them prone to wear. Monitoring the condition of these wet parts is crucial for maintaining pump performance. Regular checks and the use of wear indicators can help you determine when a pump wet end replacement is necessary. By establishing a monitoring routine and setting clear wear thresholds, you can replace these components before they fail, thus avoiding unscheduled downtime and extending the overall lifespan of the pump.