Current location:small non slip shower mat >>Text
small non slip shower mat
Hebei Qiuzhuo door bottom noise seal49566People have read
Introduction...
Latest articles
small non slip shower matΑντιολισθητικό Ματ για Σκαλιά Μια Σημαντική Προσθήκη για την Ασφάλειά σας
...
Read More
small non slip shower mat1. Enhanced Longevity By allowing water to drain efficiently, drainage mats can help maintain the integrity of the pavers over time. This means fewer repairs and replacements, ultimately saving money in the long run.
drainage mat under pavers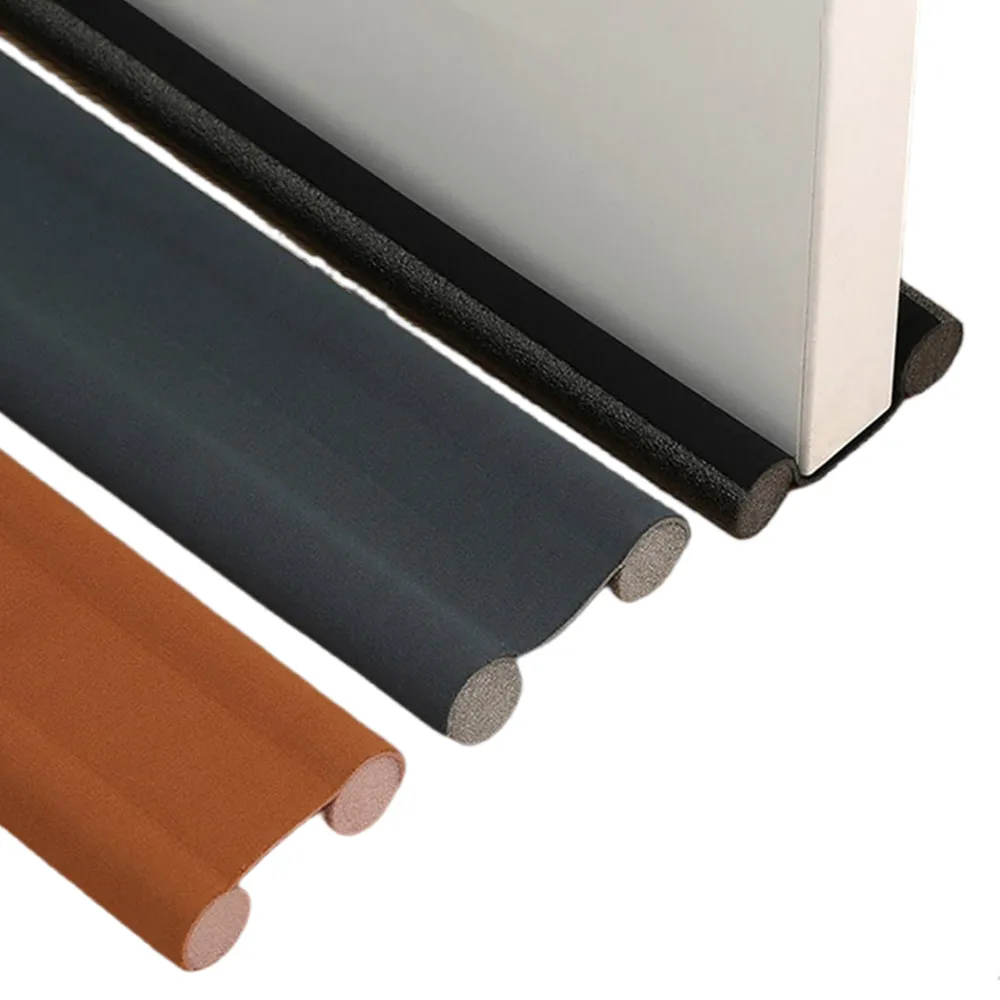
...
Read More
small non slip shower matSafety First
...
Read More
Popular articles
Easy Installation and Maintenance
As the seasons change, maintaining a comfortable home environment becomes increasingly essential. One often overlooked aspect of home improvement that can significantly impact your comfort levels is the weather stripping on your screen doors. Particularly focusing on the bottom section of these doors, ensuring effective weather stripping can enhance energy efficiency, reduce noise, and improve indoor air quality.
One of the hallmarks of Purrugs’ dirt trapper mats is their impressive durability. Constructed from resilient materials, these mats are built to withstand the rigors of daily use. Whether facing torrential rain or winter snow, these mats can endure harsh conditions without losing their effectiveness. Unlike inferior products that fray or double up after a few months, Purrugs’ mats feature tightly woven fibers that retain their shape and trapping abilities over time.
In conclusion, a rubber mat for a pickup truck is an investment that offers substantial benefits. From protecting the truck bed from damage and facilitating easier cleaning to providing a non-slip surface and weather resistance, the advantages are clear. For truck owners who use their vehicles for work and play, a rubber mat is not just an accessory; it's an essential tool that promotes the longevity and functionality of the truck. By choosing the right rubber mat, you ensure that your pickup truck remains as versatile and reliable as you need it to be. Whether you’re hauling gear for a weekend getaway or simply running errands, a rubber mat is a straightforward solution that enhances every aspect of truck ownership.
4. Attach the Seal Follow the manufacturer’s instructions for attaching the seal. Most come with adhesive backing or require screws for installation.
3. Noise Reduction In addition to managing airflow, brush seals can also help reduce noise transfer between rooms or from the outside. This is especially beneficial for urban environments where noise can be a constant disturbance. The bristles act as a barrier that dampens sound, contributing to a quieter space.
Latest articles
-
アンチスリップマットは、バスルームの安全性を高めるための非常に有効なアイテムです。防滑効果だけでなく、デザイン性にも優れた製品が多く、インテリアとしても楽しむことができます。家族全員が安心して使えるバスルームを実現するために、ぜひアンチスリップマットを取り入れてみてはいかがでしょうか。安全で快適なバスルームライフを楽しむための第一歩になるでしょう。
-
5. Environmental Benefits Some non-skid mats are made from eco-friendly materials, appealing to environmentally conscious consumers. When choosing a mat, look for options that are BPA-free and made from recycled materials.
-
Truck door rubber seals are indispensable for maintaining a comfortable, safe, and efficient driving environment. By understanding their importance and committing to regular maintenance, truck owners can enhance the vehicle's longevity and improve overall driving pleasure. Investing time and resources into these often-overlooked components will yield significant benefits in the long run. Whether you're a long-haul trucker or a local delivery driver, keeping your rubber seals in check is a simple yet effective way to enhance your truck's performance.
-
-
Moreover, white veneer tape is not limited to functional applications alone; it is also a design feature. The clean, crisp look of white can enhance the visual appeal of furniture, making it appear modern and sophisticated. This is particularly important in today’s design trends, which often emphasize simplicity and elegance. The tape can also be used creatively in decor, such as applying it to picture frames or accent pieces, further showcasing its versatility.
-
Links
The shaft transmits power from the motor to the impeller, while the bearing assembly supports the shaft and allows it to rotate smoothly. The durability of these components is essential, as they must endure continual mechanical stress and the harsh conditions present within the slurry.
- Locate your required flow rate and head on the chart to find potential pump models.
7. Expeller and Expeller Rings
- content
The Importance of Wholesale Slurry Pumps in Industrial Applications
Function: Seals prevent slurry from leaking out of the pump and protect the internal components.
5. Shaft and Bearing Assembly
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
b. Impeller Design:
Monitoring and Maintaining AH Slurry Pump Parts
The pump casing encases the impeller and provides a pathway for the slurry to flow. It is structured to withstand high-pressure conditions and is often made from durable materials such as cast iron or high chromium content alloys. The casing must also be designed to minimize wear caused by the abrasive nature of the slurry, making material selection critical for long-term performance.
Additionally, propeller pumps are extensively used in industrial applications, such as in cooling systems for power plants and manufacturing facilities. They circulate water or other cooling fluids to regulate temperature, thus preventing overheating and ensuring operational efficiency. The design of propeller pumps allows them to operate continuously, which is ideal for industrial settings where downtime can lead to significant losses.
SPR slurry pumps are specifically designed for handling slurry in applications where high liquid levels are a concern. These pumps are engineered to operate efficiently in environments where the pump must remain submerged for extended periods. The vertical design of SPR slurry pumps allows them to function effectively in deep pits and sumps, where other pump types might struggle. By optimizing the design to handle high liquid levels, SPR slurry pumps provide reliable performance in challenging conditions, ensuring that slurry is effectively managed and transported, even in the most demanding deep pit applications.
Efficient pump operation is critical for many industrial processes, and the maintenance of pump wear parts plays a vital role in ensuring reliability and reducing downtime. Properly managing the replacement cycle of components is essential for maintaining optimal pump performance. This article explores how to determine the best replacement cycle for these critical components, focusing on wear assessment, runtime tracking, and performance monitoring.
In agriculture, propeller pumps are commonly employed for irrigation purposes. With the ever-increasing need for food production and sustainable practices, farmers often rely on these pumps to distribute water from reservoirs or rivers to their fields. The efficiency and reliability of propeller pumps allow for optimal irrigation strategies, which are vital in maintaining crop health and maximizing yield. Moreover, they can operate in varying conditions, making them suitable for diverse agricultural environments.
propeller pump is used for
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
a. Material Compatibility:
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
- Ensure the pump has adequate NPSH available to avoid cavitation.
The effectiveness of slurry transport using centrifugal pumps largely depends on the pump’s ability to handle abrasive and viscous materials. Performance testing for slurry transport applications involves assessing how well the horizontal centrifugal slurry pump can move slurry without significant wear or loss of efficiency. This testing includes monitoring the pump’s performance over time, particularly under harsh operating conditions, to ensure that the centrifugal slurry pump can withstand the rigors of slurry transport. Evaluating the pump’s performance in this context helps identify potential issues before they lead to system failures, ensuring that the AH Slurry Pump parts remain in good condition and continue to operate efficiently.
These flanges serve as the connection points for the inlet and outlet of the pump. Proper alignment and sealing of these flanges are vital to ensure the efficient operation of the pump and to prevent leaks. They can vary in size and shape depending on the specific application and the system's design.
One of the primary advantages of purchasing wholesale slurry pumps is cost efficiency. When companies buy in bulk, they can take advantage of reduced prices, resulting in significant savings. This is especially beneficial for large-scale projects where multiple pumps are required. In addition, wholesale suppliers typically offer a wide range of models and specifications, allowing businesses to choose the most appropriate pump according to their unique needs. This capability ensures that operations can run smoothly and efficiently without significant downtime caused by equipment failure.
2. Use a Selection Chart or Software
Propeller pumps are a crucial element in the field of fluid dynamics, primarily utilized for their efficiency in moving large volumes of fluids. These pumps operate on a simple principle they use a rotating propeller to impart energy to the liquid, creating a flow that can be directed to various applications. This article explores the various uses and advantages of propeller pumps.
Understanding and maintaining the wear parts of slurry pumps is crucial for their longevity and efficient operation. Regular inspection, proper material selection, and timely replacement of wear parts can help minimize downtime and reduce maintenance costs. By using high-quality materials and adhering to best maintenance practices, slurry pumps can effectively handle the challenging conditions of abrasive and corrosive slurries.
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
Wear Factors: The backplate can wear due to slurry contact and mechanical stresses.
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
- Volute Liners: Protect the pump casing in the volute section.
Function: The impeller is responsible for moving the slurry through the pump by converting mechanical energy into kinetic energy.
2. Liners
In order to broaden the application field of products and improve the market competitiveness of products,MineMaxx stepped up the implementation of the new product technology reserve strategy. According to the feedback of marketing personnel and relevant users as well as the market research of technical personnel, it comprehensively carried out the technical reserve of different types of new products, such as ceramic desulfurization pumps, froth slurry pumps, which greatly shortened the product delivery cycle and improved user trust.
1. Understand Your Application Requirements
8. Pump Backplate
- Temperature: Note the operating temperature of the slurry.
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.